
Avec les montées en cadences qui touchent de nombreux programmes aéronautiques, l’équilibrage des lignes est devenu un enjeu crucial. Pour rester compétitive, l’industrie aéronautique doit en effet rendre son outil de production plus agile, tout en réduisant ses temps d’assemblage. C’est ce que permet la démarche d’équilibrage.
L’objectif d’une démarche d’équilibrage est d’améliorer la performance de la ligne, pour respecter le Takt Time. Il s’agit du temps de cycle maximum alloué sur un poste, pour permettre le respect du délai client. Lorsque ce temps est respecté, la ligne est dite « Taktée ».
Ainsi, l’équilibrage d’une ligne permet notamment :
– De répartir la charge entre les postes, pour atteindre un temps cycle inférieur au Takt Time
– De définir, identifier et standardiser le travail et les rôles de chaque opérateur sur la ligne
– De limiter la probabilité d’occurrence d’évènements aléatoires
Pour atteindre cet objectif, il faut impliquer l’ensemble des services présents sur la ligne d’assemblage : production, préparation, qualité, ordonnancement, méthodes, bureau d’étude. Bien entendu, la participation active du service amélioration continue, étude de temps ou équivalent s’ils existent, est souhaitable.
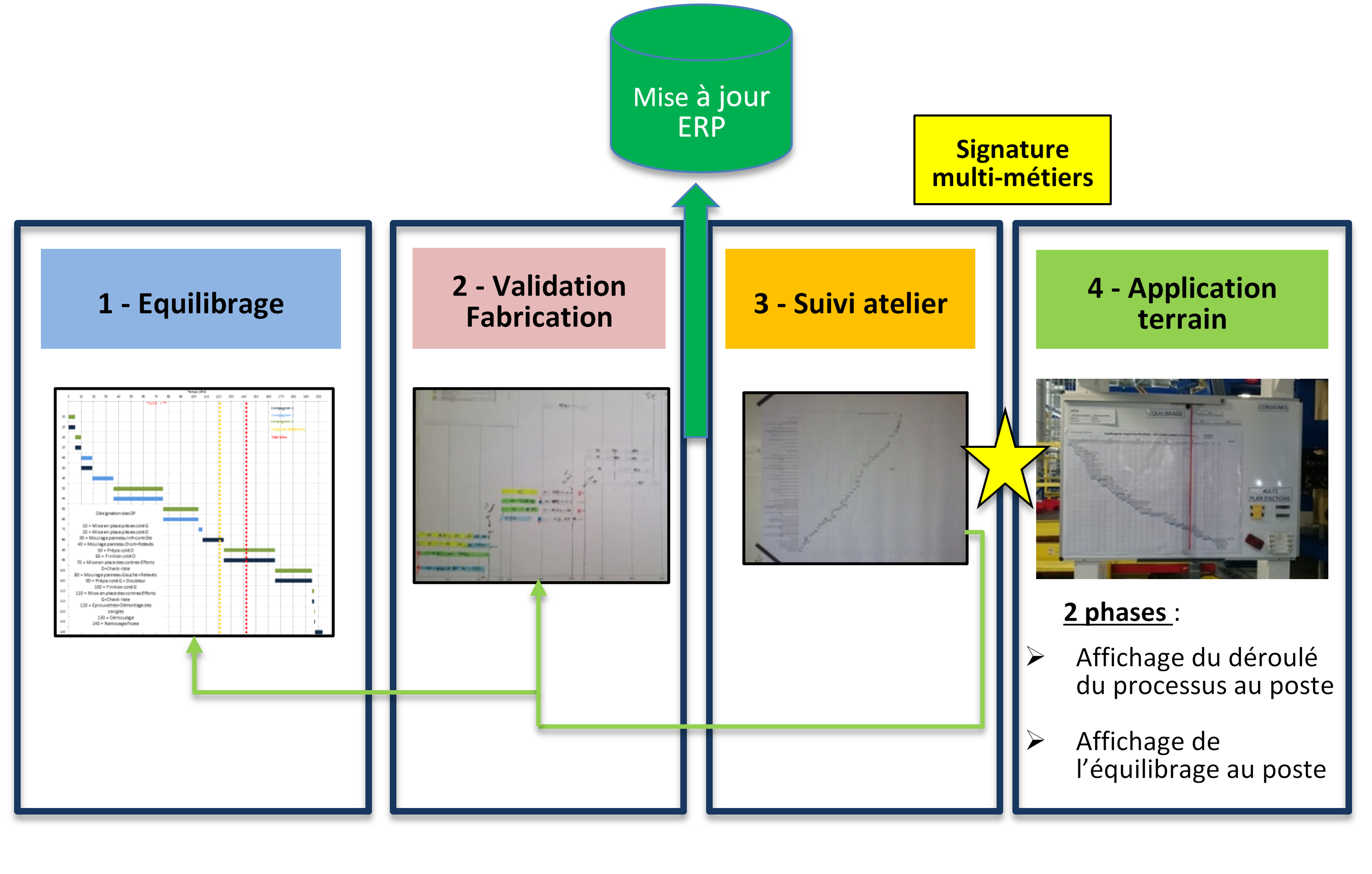
Le processus d’équilibrage peut se décomposer en quatre étapes, comme représenté sur la figure. Pour que la ligne soit taktée, il est nécessaire d’appliquer cette méthode successivement (ou simultanément) sur chaque poste.
1 – Equilibrage
La phase d’équilibrage commence par la réalisation d’un état des lieux du fonctionnement du poste. Pour ce faire, on réalise un simogramme : il s’agit d’un formalisme permettant la représentation graphique des événements simultanés ou successifs intervenant dans l’accomplissement d’une tâche.
Ce simogramme est réalisé à partir des données de temps, issues des relevés de pointage et des gammes de fabrication associées. Il est réalisé en salle avec le pilote qui coordonné l’équilibrage, un préparateur et un opérateur de production qui connaissent le processus d’assemblage du poste. Le simogramme retrace alors la chronologie des événements, en mettant en évidence les antériorités, les ressources humaines dédiées et les temps alloués à chaque étape.
Une fois le simogramme réalisé, l’équilibrage à proprement parler peut commencer. Il s’agit d’observer dans le détail le fonctionnement actuel mis en évidence par le travail précédent, et de l’optimiser. Plusieurs leviers sont à disposition, comme par exemple la réalisation d’opérations en temps masqué ou la réorganisation des opérations pour fluidifier les enchainements. C’est précisément lors de cette étape que la compétence métier des différents acteurs est sollicitée.
2 – Validation
Il s’agit ensuite de faire valider ce simogramme optimisé. De la bonne adhésion des opérateurs, des agents de maîtrise et des préparateurs à la démarche dépend largement la réussite du projet d’équilibrage. En cas de non-validation du simogramme, il faut reprendre l’étape précédente jusqu’à l’obtention d’un bon compromis pour le poste.
Par ailleurs, si le simogramme prévoit une évolution de la gamme de fabrication, il faut penser à mettre à jour les données dans l’ERP, pour permettre la prise en compte des modifications en production.
3 – Suivi atelier
Une fois le simogramme validé, il faut effectuer un suivi du poste en atelier avec les compagnons. Ce suivi doit être réalisé par un préparateur et un agent du service d’étude des temps. Cette phase a un double objectif :
– Mettre en évidence tous les évènements aléatoires qui surviennent lors de la production au poste : temps d’attente, problèmes d’outillage, etc…
– Valider le mode opératoire avec le préparateur.
Dans le cas où le suivi en atelier ne correspond pas au simogramme réalisé lors des phases précédentes alors il faut reprendre les étapes précédentes jusqu’à ce que le simogramme concorde avec les opérations réalisées par les compagnons.
A la suite de cette étape, les problématiques rencontrées sont remontées à l‘équipe projet, qui initie alors un plan d’actions pour les résoudre. Les différents services sont ensuite chargés de mettre en place les actions correctives qui entrent dans leur champ de compétence.
Suite à la validation de ce plan d’actions, des réunions hebdomadaires doivent être organisées pour étudier l’avancement des actions. On commence alors, au fur et à mesure du déploiement du plan d’actions, à observer des réductions des temps de production.
4 – Application terrain
Lorsque les actions sont clôturées (ou du moins bien engagées), le suivi des améliorations peut être réalisé directement via l’affichage du simogramme au poste. Ainsi, chaque leader de poste peut positionner un curseur sur le simogramme pour s’assurer que le déroulement réel des opérations sur la ligne suit effectivement le déroulement révisé par l’équipe projet.

